ドリルとエンドミルは何が違うの?
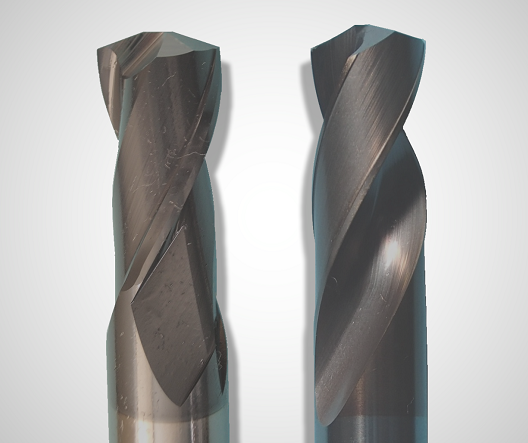
この二つの刃物は、どちらがドリルで、どちらがエンドミルかおわかりでしょうか?
正解はページの最後に!
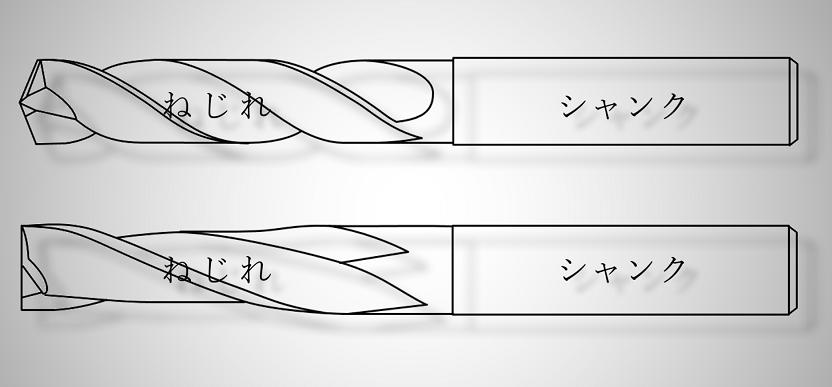
ドリルとエンドミルは、シャンクから同じようにねじれが加わっているため、ぱっと見違うところと言ったら、先端が尖っているかどうかだけのようにも見えます。
しかし、ドリルも最近は先端がフラットのものもよく見かけます。そのため、余計違いがわからない!と感じていらっしゃる方も多くいらっしゃると思います。
ドリルとエンドミル、簡単に言うと何が違うのか。
単純に言えば、使用する場面が異なります。
・ドリル:先端の刃を使って穴を掘り突き進む
・エンドミル:側面の刃で面を削るため横に走らせる
そのために、ドリルとエンドミルでは、剛性や切りくずの排出性が違っています。
ここでは、ドリルとエンドミルの違いについて、わかりやすく解説していきたいと思います。
ドリルとエンドミルの似ているポイント① =溝=
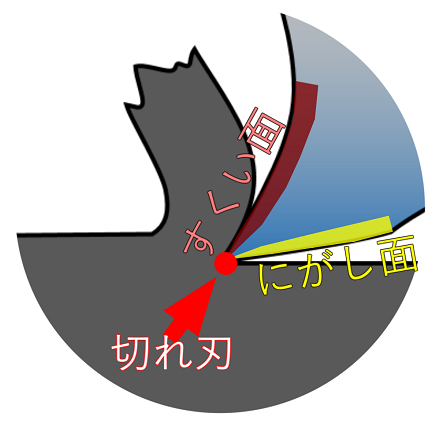
ドリルもエンドミルも「溝」が必ずあって、その溝が底刃や外周刃のすくい面となり、逃げ面も相まって切れ刃を成します。
切削時に切れ刃によってワークから生成された切りくずが通る役割も、この溝が担っています。
ドリルとエンドミルの似ているポイント② =底刃と先端角=
そしてドリルにもエンドミルにも、先端には底刃があります。エンドミルでは底刃を使わないこともあり得ますが、基本的にエンドミルでも底刃は付けます。
逆にドリルでは、穴を掘るために先端の底刃がとても重要になってきます。
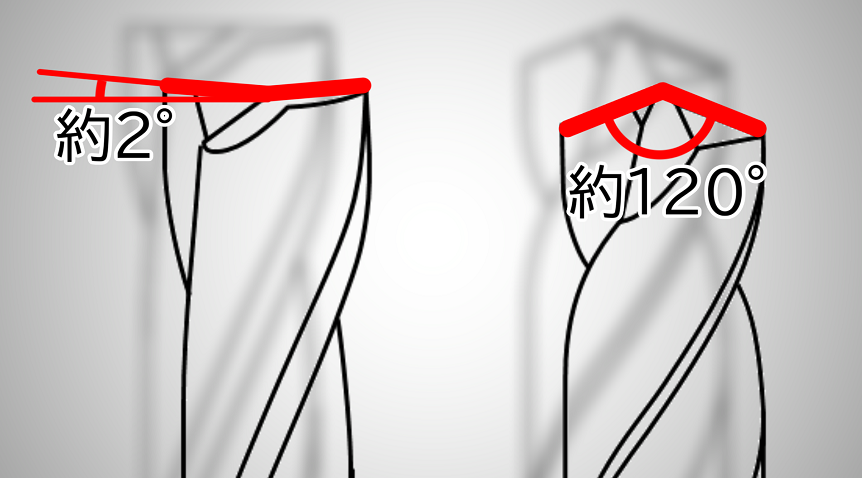
ドリルの先端は、一般的に120度程に尖っていて、その角度は先端角と呼ばれています。
エンドミルの底刃は通常はフラットに見えますが、正確に言うと2度から3度ほどの「すかし角」といって、ドリルとは逆方向に凹んだ先端になっています。
しかしエンドミルでも、ドリルのように90°や60°といった先端角がついているものもあります。先端角の付いたエンドミルは、上図のように、面取りやV字の溝を加工するのに使われます。
エンドミルも先端角が付いたものもありますが、構造に違う点があります。
ドリルとエンドミルの違い① =シンニング=
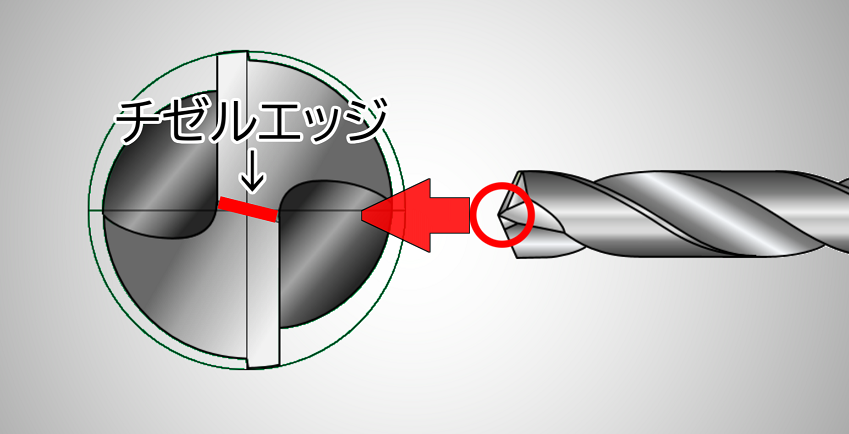
ドリルは平らな面に穴を開ける際、最初にワークと接触するのがドリルの先端のど真ん中、チゼルエッジというところです。
ここは、逃げ面と逃げ面の交わる線で切れ刃がないため、言わば、ワークに押し当てて潰していく感じで穴をあけていきます。
チゼルエッジで穴を開けはじめてからドリルの切れ刃まで到着する間は、大きな荷重がかかったり押し潰しているだけなので、ドリル自体が歪んだり倒れたりして加工が不安定になります。
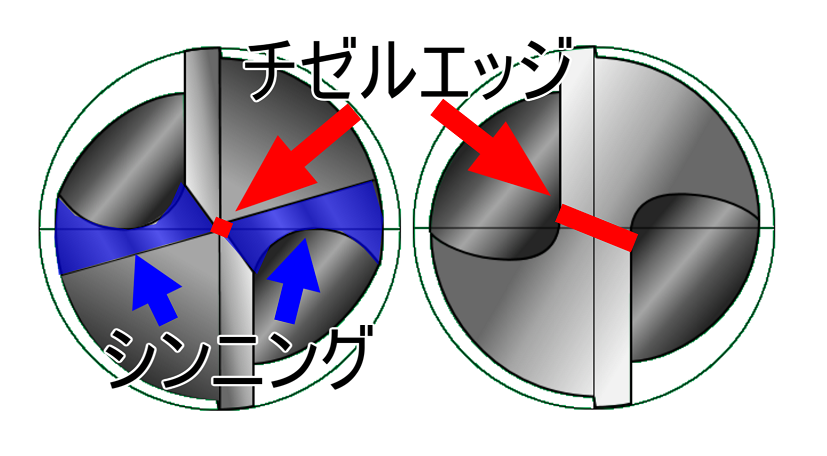
そのため、チゼルエッジをできるだけ小さくするために、先端にシンニングというちょっとした溝を付け、チゼルエッジにすくい面を付けて切れ刃を生成します。それによって、切れ刃で安定して穴を掘り進められるとっかかりをしやすくしています。このとっかかりを「食い付き」といいます。
このシンニングは、汎用ドリルではついていないものもよく見ますが、硬いワークや高い品質を求める現場で使用するドリルには必ずと言っていいほど付いています。
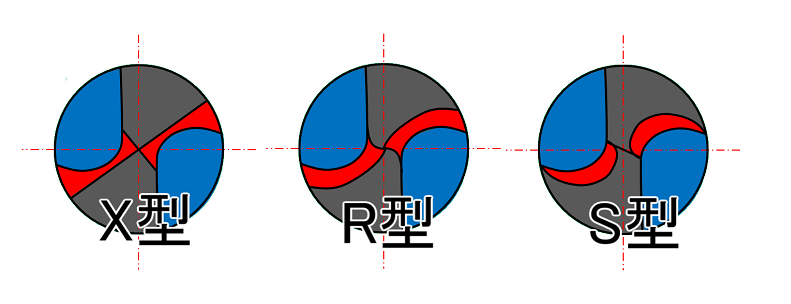
このシンニングにはX型、R型、S型など数種類あって、被削材や用途によって使い分けます。
エンドミルにも似たもので、「ギャッシュ」という溝を底刃に付けます。
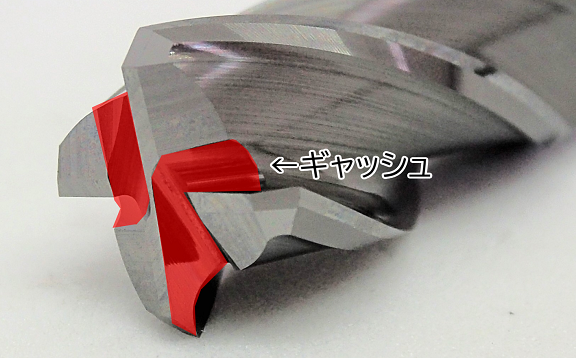
エンドミルのギャッシュは、外周刃にも影響する欠けやすいコーナー部分に当てて剛性を得るか、当てずに鋭利を残すかの違いがありますが、ドリルほど底刃は使用しないため、このシンニングの重要性がドリルとエンドミルの違いといえるでしょう。
ドリルとエンドミルの違い② =外周刃=
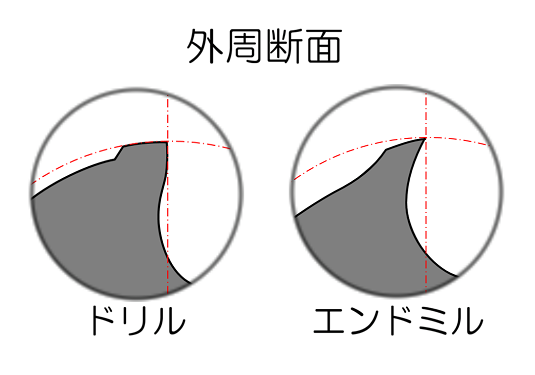
ドリルの外周は逃げ面が無く、円筒状になっているだけなので切れ刃にはなっていません。
ドリルのこの外周の役割は、先端で開けた穴にさらにドリルが掘り進み、このマージンと呼ばれる円筒状の外周で、穴の側面をすり潰すように均して整える役割と、さらにブレずに掘り進むためのガイドになります。
一方、エンドミルは側面加工を得意とするため外周にはしっかりすくい角、逃がし角がついています。
ドリルとエンドミルの違い③ =溝の深さの違い=
溝は切りくずの通り道だったり、外周刃の構成に必要不可欠です。丸棒から刃具を作る際に、一番多くその丸棒の肉を落として生成しなくてはならないのが溝になります。肉を落とせば体積が落ち、痩せていきますので、剛性も落ちていきます。
溝が深ければ深いほど肉を多く落とします。また刃長は同じでも、ねじれが強いほど溝自体は長くなりますので、肉を多く落とす必要があります。
つまり、溝は深いほど、ねじれが強いほど、刃具の剛性は落ちてしまいます。
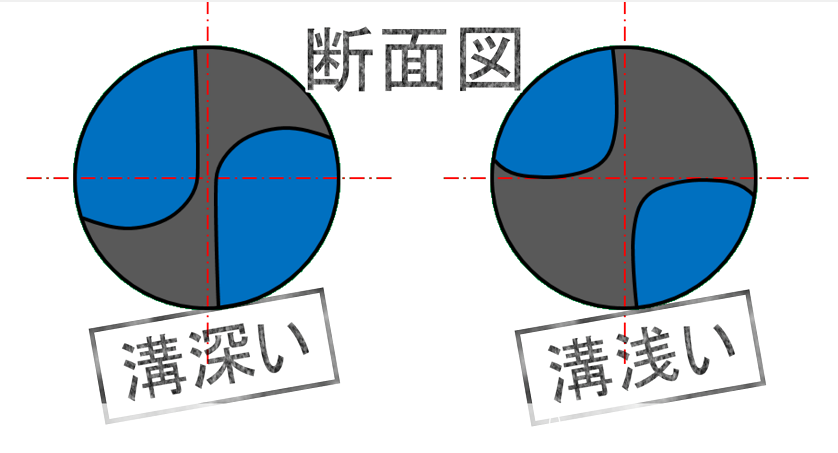
そして、溝の深さはドリルとエンドミルとでは異なります。

ドリルは穴を掘り進むため、切りくずが大量に生成され、その切りくずを上手に排出しなければドリル自体が破損してしまったり、思わぬ加工不良が発生してしまいます。
そのため、ドリルは切りくずの排出性を高めるべく、溝が深い構造になっています。
一方エンドミルでは、横に走らせ外周刃で切削する側面加工が主な使い方のため、切削抵抗によってエンドミルが倒れやすくなります。
そのため、エンドミルでは剛性を重視すべく、溝を浅くして刃具の芯を太くして剛性を高めています。
詳しくみていくと他にも材質やコーティングなど、色々な違いがもっとあると思いますが、形や分かりやすいところでいくとこのような感じです。
冒頭のどっちがドリルでどっちがエンドミルかってやつ、よくみると違いが分かると思います
正解は、左がエンドミル、右がドリル、でした!
溝や外周をよくみると、
ドリルは切りくずが排出されやすいように深くなめらかに、
エンドミルは浅く芯が太くて、外周刃もしっかり逃げ面があって、全体的にゴツゴツしてますね。
一見同じように見えてもその用途で活躍するために色んな工夫がされていて、このシーンにはこの刃具、あのシーンにはその刃具、というのがちゃんとあるんです。
動画でもご紹介しております。アニメーション付きでわかりやすく解説していますので、ぜひご覧ください!
このほかにも再研磨.comでは、ドリルやエンドミルの再研磨に関する情報発信を行っております。ぜひご覧ください!
ドリルに関する記事はこちら
>>ドリル寿命の判定方法とは?診断方法、寿命判別式までご紹介!
エンドミルに関する記事はこちら
>>【加工シーン別】エンドミルの2枚刃と4枚刃の使い分けについて解説!
>>エンドミルにねじれ角がある理由とは?直刃との違い、メリット・デメリットについて解説!
その他の記事はこちら
>>【必見】超硬工具とハイス工具を使い分けるための9つのポイント
>>本当にエアロラップ処理は工具の長寿命化に効果があるの?【実際に検証しました】
【再研磨の匠にしかできない技を、貴社の刃物に】


切削加工会社である当社が、片手間で行う事業ではなく、工具研磨専用の加工設備・検査設備を取りそろえておこなっている、本気の再研磨です。そのため、どこにも負けない品質で工具の再研磨加工を行うことをお約束いたします。当社は、「再研磨の匠にしかできない技を、貴社の刃物に。」を合言葉に、一本一本の再研磨に魂を込め、お客様を“工具”からサポートいたします。
ドリルやエンドミル、リーマなどの切削工具の再研磨を検討されている方は、まずは再研磨.comへお気軽にご相談ください。
