3枚刃エンドミルのメリットとは?再研磨の方法も解説!
エンドミルの種類は、
- 刃の数
- ねじれ角
- 材質
- 刃長
などによって様々ありますが、加工物や用途によって使い分ける必要があります。
ここでは、特に最近お話が多い、3枚刃エンドミルのメリットと再研磨における注意ポイント、実際に当社で行った3枚刃エンドミルの再研磨事例まで、まとめてご紹介いたします。
>>【加工シーン別】エンドミルの2枚刃と4枚刃の使い分けについて解説!
>>エンドミルにねじれ角がある理由とは?直刃との違い、メリット・デメリットについて解説!
>>【必見】超硬工具とハイス工具を使い分けるための9つのポイント
3枚刃エンドミルのメリットとは?エンドミルの刃数について
まず、弊社の機械加工部門にて、エンドミル刃数の違いで加工異常がなくなったという事例についてご紹介いたします。
従来は、焼結金属の硬いワークのある加工を、2枚刃エンドミルで行っていました。その加工面には横に別の加工穴があったのですが、その横穴付近にビビリの跡のような模様が入ってしまうことがありました。
様々な条件変更や測定をした結果、おそらくその横穴に差し掛かるときにエンドミルが不安定になりビビリが発生してしまったと推測しました。そこで、2枚刃のエンドミルから3枚刃に切り替えたところ、模様が出ることはなく安定した加工ができるようになりました。
下図で黄色で示した3枚刃、5枚刃のように、奇数刃の切削工具は径方向の対角線上に相対する刃が揃っていません。ゆえに奇数刃工具はビビリに強い、と言われています。が、検証した結果、まさにその通りでした。
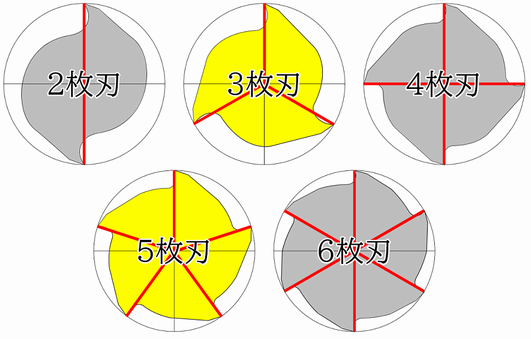
エンドミルの刃数が少なければ、切り屑の通り道であるチップポケットを大きく設けることができます。溝加工や粗削りなど切り屑が多く発生する加工では、チップポケットを大きく設ける必要があるため、刃数の少ないエンドミルを使用します。
しかし、刃数が少ないと剛性が落ちるため、切削抵抗等の影響から倒れやびびりが発生しやすくなります。
そのため、2枚刃では加工が不安定という時には、ビビリに強く、切り屑の排出性も高い3枚刃エンドミルを使用すると、弊社の事例のように安定した加工になることがあります。上記の2点が、3枚刃エンドミルのメリットと言えます。
3枚刃エンドミルのデメリットとは?
そんな奇数刃のエンドミルですが、デメリットもあります。
エンドミルなどの切削工具の径を測定するには、マイクロメータ―などで測ります。しかし奇数刃の切削工具は、径方向の対角線上に相対する刃がありません。そのため、マイクロメーターなどでは径が測れないのです。
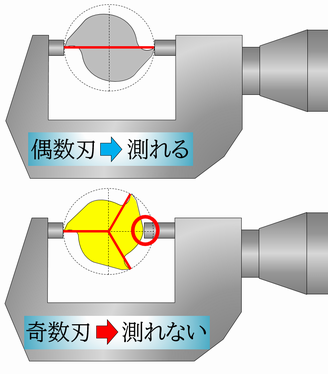
では奇数刃の切削工具はどうやって径を測定するのでしょうか?
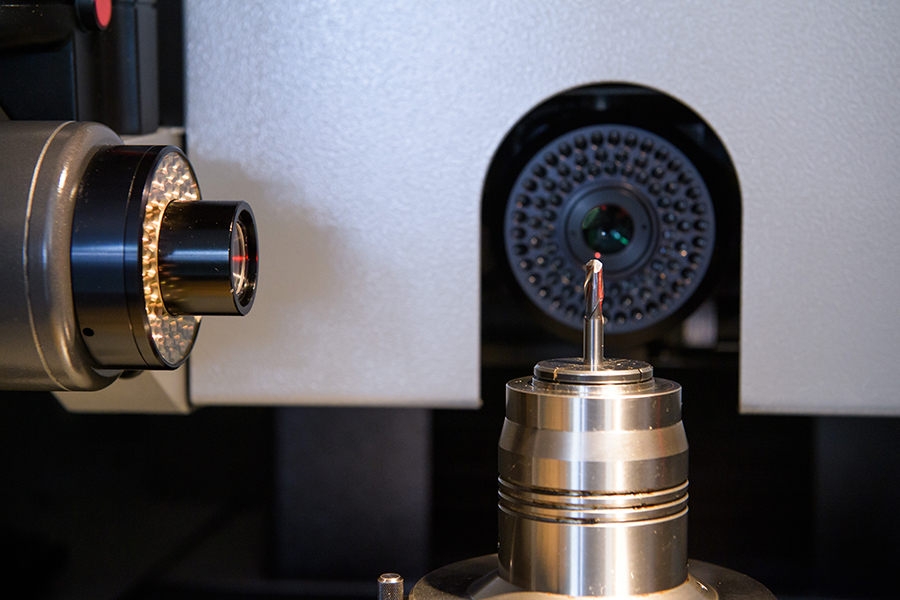
答えは、非接触測定機などを用いて測定します。
ステージに刃具をセットして投影しながら、刃具を回転させ外周面を1周させ画像処理で測定します。
弊社では、下写真のZOLLER社の刃具測定機で測定しております。
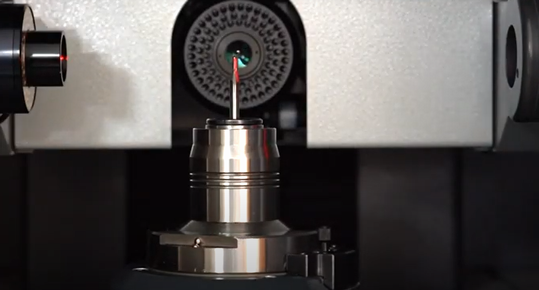
下の動画では、よりわかりやすくZOLLERを用いた刃具測定の様子をご覧いただけます。(3枚刃エンドミルではなく、ボールエンドミルになります。)
3枚刃エンドミルの再研磨する際に気を付けるべきポイントとは?
まずエンドミルの再研磨についてですが、以下の3点についてチェックしてみましょう。
- 切削面の光沢がなくなってきた
- 加工寸法の精度が悪くなってきた
- 切削加工時に異常な音がするようになった
いずれかに該当する場合、エンドミルの刃先を確認して、新しいエンドミルに交換するか、再研磨をして使用することをおすすめします。
また、工具自体を観察した際に、エンドミルを再研磨に出すべきタイミングを判別する方法は、以下の通りです。
- 外周刃の逃げ面摩耗幅が0.1~0.6mm以上ある
- 切れ刃にカケやチッピングが発生している
>>エンドミルの寿命を判定する方法とは?再研磨に出すべきタイミングを徹底解説!
次に、3枚刃のような奇数刃エンドミルの再研磨についてです。奇数刃エンドミルは底刃のみなら外径が変わることはありませんので、手研磨でも可能かもしれません。しかし、外周刃を研磨すると、外径が変わってしまい、正しい径寸法が測れなくなってしまいます。そのまま3枚刃エンドミルを使用してしまうと、エンドミルを使用する際に切削の取り残しや寸法異常が発生してしまいます。
そのため3枚刃エンドミルの外周刃の再研磨に関しては、上記のような非接触測定機がある専門業者へ再研磨の依頼をする必要があります。
その他、エンドミルに関する記事は、下記をご覧ください。
3枚刃エンドミルの再研磨事例
続いて、実際に当社が行った3枚刃エンドミルの再研磨事例をご紹介いたします。
【先端8mm3枚刃 超硬エンドミルの再研磨】

こちらは当社で手掛けた、先端8mm3枚刃の再研磨事例の一つです。
外周刃のすくい面と逃げ面、底刃を再研磨しています。
3枚刃エンドミルについてお悩みの方は、再研磨.comにお任せください!
再研磨.comを運営する株式会社宮本製作所では、焼結金属と呼ばれる非常に硬い素材の加工を行っており、その過程で得た加工に関するノウハウを活かし、工具の再研磨を行っています。
再研磨.comでは、ドリルやエンドミル、リーマ等の切削工具を高い品質で再研磨するため、最新の加工設備や検査設備を取り揃えています。当社の再研磨は、職人が手作業で行う再研磨とは異なり、繰り返しの精度が高い、安定した品質での再研磨加工を可能としています。

当社は、お客様が使用済みの工具を再研磨加工することで、刃物そのものの延命化を実現します。一般的に再研磨のコストは、工具購入コストの1/5~1/10程度です。そのため、お客様のコスト削減に大きく貢献することができます。
また、従来の切削では無理があった箇所を修正し、負荷を軽減することで、より多くの切削が可能となる刃物を提供します。ただ工具を再研磨するだけでなく、作業の効率化を図ることができる低コスト工具の提供を行っています。
さらには規格品よりも、高精度の加工をより少ない工程で加工を実現する工程集約工具への改造にも対応しています。
【再研磨の匠にしかできない技を、貴社の刃物に】


切削加工会社である当社が、片手間で行う事業ではなく、工具研磨専用の加工設備・検査設備を取りそろえておこなっている、本気の再研磨です。そのため、どこにも負けない品質で工具の再研磨加工を行うことをお約束いたします。当社は、「再研磨の匠にしかできない技を、貴社の刃物に。」を合言葉に、一本一本の再研磨に魂を込め、お客様を“工具”からサポートいたします。
ドリルやエンドミル、リーマなどの切削工具の再研磨を検討されている方は、まずは再研磨.comへお気軽にご相談ください。
