ボールエンドミルの寿命を判別する方法とは?
エンドミルには数多くの種類があります。ボールエンドミルは、このようなエンドミルの中の種類の1つで、エンドミル先端部がR状になっているエンドミルをいいます。

そんなボールエンドミルを使用されているあなたは、こんな疑問や悩みを持ったことは一度はあるはず。
「このボールエンドミル、底刃も外周刃もボロボロだし、もう寿命かな。」
「もう溝がなくなってきているけど、まだ再研磨できるのかな?」
「使えそうで使えないボールエンドミルが溜まってきたな。そろそろ捨てようか…でももったいないな。」
まだ使えるのか、もう使えないのか。捨てるべきか、取っておくべきか。
どうやって判断すればよいか、なかなか難しいですよね。
それを解決するには、工具の寿命を知ることなのですが、実はここで言う「寿命」とは2種類あるのです。
- 今は使えないけど再研磨して使える →刃先のみの寿命
- 再研磨できなくてもう使えない →刃物その物の寿命
この2つの寿命の仕組みが分かれば「このボールエンドミルは使えるのか使えないのか?」という疑問が解決できます。
今回はそんなボールエンドミルの寿命に関して、まとめてご説明いたします。

ボールエンドミルとは?
エンドミルには数多くの種類があります。当社でも、コーナーRエンドミル、C面付きエンドミル、スクエアエンドミル、不等リードエンドミル、不等分割エンドミル、ラジアスエンドミル、ラフィングエンドミル、などのエンドミルの取り扱いがございます。
ボールエンドミルは、このようなエンドミルの中の種類の1つです。ボールエンドミルとは、エンドミル先端部がR状になっているエンドミルをいいます。切削面をR状(曲面)に仕上げる場合に使用します。
ボールエンドミルを再研磨すべきタイミングとは?
続いて、ボールエンドミルの刃先の寿命により、ボールエンドミルを再研磨するべきタイミングについてです。
まずは、目視レベルでカケや摩耗がボールエンドミルの刃に確認できる場合は、再研磨が必要と言えます。
ボールエンドミルの刃が摩耗すると、加工面が荒れたり、スジやバリ等などが加工面に現れます。このような加工面の変化が現れたら、ボールエンドミルの摩耗が進んでいると思われますので、加工面に変化が現れたタイミングがボールエンドミルの再研磨のタイミングと言えます。
当社では、6軸可動式のCNC工具研削盤でボールエンドミルの再研磨を実施しております。再研磨用のプログラムは基本的に対話式で、底刃R大きさやねじれ角、ギャッシュ角、補正値、研磨量など、お客様のボールエンドミルの仕様にあわせて、細かく条件設定して再研磨しております。
>>【Q&A】ボールエンドミルの再研磨におけるポイントを教えてください。
再研磨すれば使える!とは言えない状態の「ボールエンドミル自体の寿命」とは?
続いて、ボールエンドミル自体がもう使えない(再研磨できない)寿命について。
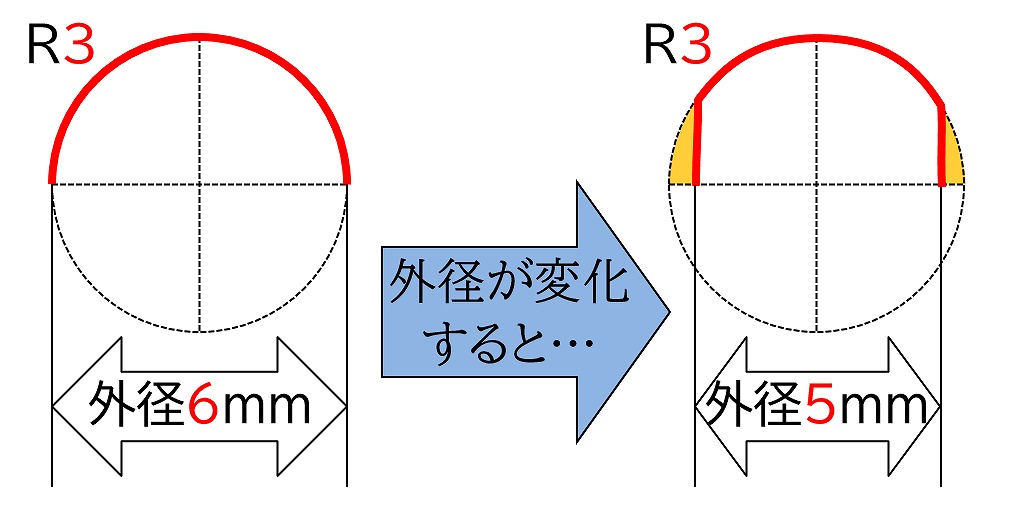
まずボールエンドミルは、スクエアエンドミル等のように外周に発生した摩耗やカケを外周刃を研磨して取り除くことは一般的に行いません。その理由は、ボールエンドミルの外周呼び径と、底刃Rの大きさはリンクしていて、外周刃や底刃Rの大きさに差異が発生するとR形状に異常が発生するからです。
そのため、ボールエンドミルの外周刃に摩耗やカケがある場合は、摩耗部分までをカットして、底刃R(ボール刃)の再刃付けを行います。そのため、外周刃まで使用する場合は再研磨のたびに溝長が短くなります。
カットによって切削に必要な溝長が確保できない場合は、従来の切削には使用できなくなります。しかし、それでも底刃Rのみを使う切削には使用できますので、とりあえずボールエンドミルを取っておくとよいです。
一方、底刃のみ使う場合の寿命は、溝の有無に関わってきます。
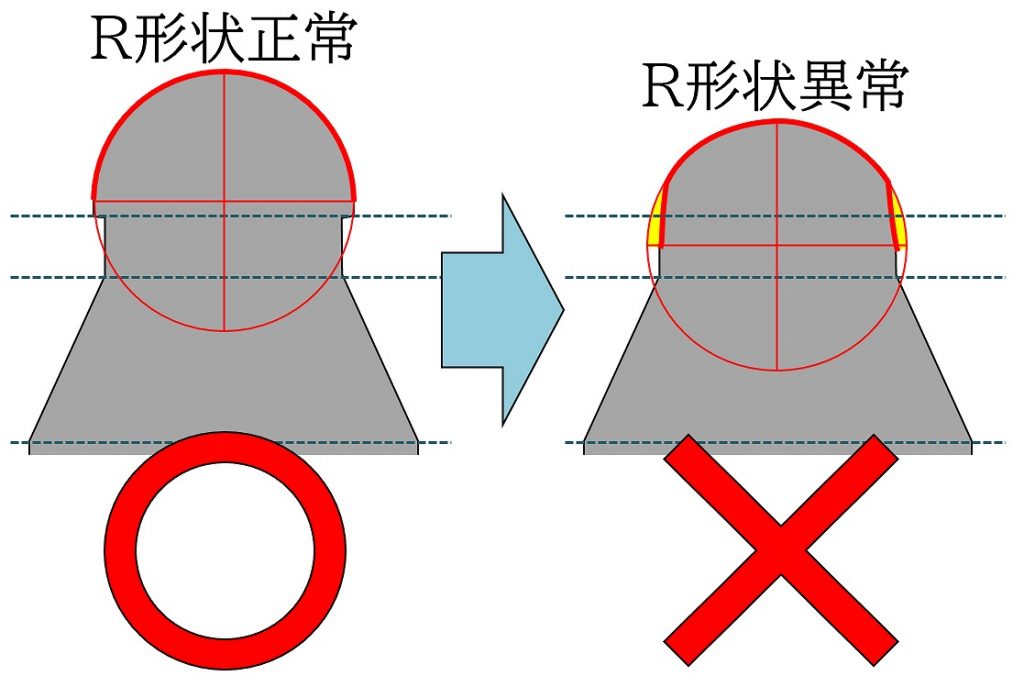
溝がなくなってくると外周刃もなくなり、R底刃のR形状の異常が発生したり、ワークとの思わぬ干渉が発生することもあります。使用するR刃の範囲にもよりますが、そうなるとボールエンドミル自体の寿命となります。
また、溝長がなくなってくると、再研磨の際にCNC工具研削盤で工具の外周溝に当ててティーチングする研削盤の場合は、ティーチングすることができなくなり再研磨不可となります。
>>【Q&A】ボールエンドミルは、何回まで再研磨できますか?
再研磨.comが実際に行った、ボールエンドミルの再研磨事例
それでは、実際に当社が行ったボールエンドミルの再研磨事例のご紹介です!
事例①:超硬製 R1.5ボールエンドミルの再研磨

こちらは当社で手掛けた、超硬製ボールエンドミルの再研磨事例の一つです。
Rすくい面に大きな欠けがあり、それがきれいになくなるまで底刃(すくい面、R逃げ2番、R逃げ3番、逃げ4番)を研磨しました。
事例②:R1.5のボールエンドミル 再研磨

こちらは、R1.5のボールエンドミルに対して施した再研磨加工の事例です。今回は、加工精度が落ちていたために、先端部分に対する再研磨を行っています。
事例③:φ4mmのボールエンドミルの再研磨

こちらは、φ4.0mmの超硬材のボールエンドミルの再研磨事例となります。金型の削りだしを行う工具で、耐摩耗性と加工油の潤滑性も向上するWXLコーティングを行った工具となっていました。
事例④:R6ボールエンドミルの再研磨

こちらはφ12 R6 の超硬ボールエンドミルの再研磨事例です。底刃(R部の2番・3番・4番、とギャッシュ)のみの再研磨となります。
事例⑤:R10ボールエンドミル 再研磨
こちらは当社で手掛けた、R10、シャンクΦ20の超硬ボールエンドミルの再研磨事例の一つです。
寿命がきたボールエンドミルを、捨てる&貯めるのはもったいない!
超硬やハイス製の工具は、非常に特殊かつ材料単価が高い工具です。一方、多くの企業が工具は使い捨てであると考えてしまって、廃棄してしまうもしくは棚にしまったまま…といったことが起きています。
工具を使い捨てと勘違いしたまま廃棄してしまうと、工具が摩耗する度に新しい工具を購入しなければならず、工具の購入コストがかさんでしまいます。また、もったいないと思ったまま使用済み工具を棚にしまったままにしていると、工場内で無駄なスペースをとってしまい、在庫管理面でコストがかさんでしまいます。
ボールエンドミルの寿命診断&再研磨は、再研磨.comにお任せください!
再研磨.comを運営する株式会社宮本製作所では、焼結金属と呼ばれる非常に硬い素材の加工を行っており、その過程で得た加工に関するノウハウを活かし、工具の再研磨を行っています。
再研磨.comでは、ドリルやエンドミル、リーマ等の切削工具を高い品質で再研磨するため、最新の加工設備や検査設備を取り揃えています。当社の再研磨は、職人が手作業で行う再研磨とは異なり、繰り返しの精度が高い、安定した品質での再研磨加工を可能としています。

当社は、お客様が使用済みの工具を再研磨加工することで、刃物そのものの延命化を実現します。一般的に再研磨のコストは、工具購入コストの1/5~1/10程度です。そのため、お客様のコスト削減に大きく貢献することができます。
また、従来の切削では無理があった箇所を修正し、負荷を軽減することで、より多くの切削が可能となる刃物を提供します。ただ工具を再研磨するだけでなく、作業の効率化を図ることができる低コスト工具の提供を行っています。
さらには規格品よりも、高精度の加工をより少ない工程で加工を実現する工程集約工具への改造にも対応しています。


ドリルの寿命についてはこちら
>>【解説】ドリル寿命の判定方法とは?診断方法、寿命判別式までご紹介!
エンドミルの寿命についてはこちら
>>【解説】エンドミルの寿命についてまとめました【判断項目一覧】
リーマの寿命についてはこちら
>>【解説】リーマを再研磨するタイミングとは?寿命を延ばす6つのポイント
カウンターシンクの寿命についてはこちら
>>【解説】カウンターシンクの寿命を判別する方法とは?
バニシング工具の寿命についてはこちら
>>【解説】バニシングドリル・バニシングリーマの寿命を判別する方法とは?
リーディングドリルの寿命についてはこちら
>>【解説】リーディングドリルの寿命を判別する方法とは?
ボールエンドミルの寿命についてはこちら
>>【解説】ボールエンドミルの寿命を判別する方法とは?
段付きドリルの寿命についてはこちら
>>【解説】段付きドリルの寿命を判別する方法とは?
フラットドリルの寿命についてはこちら
>>【解説】フラットドリルの寿命を判別する方法とは?
【再研磨の匠にしかできない技を、貴社の刃物に】
切削加工会社である当社が、片手間で行う事業ではなく、工具研磨専用の加工設備・検査設備を取りそろえておこなっている、本気の再研磨です。そのため、どこにも負けない品質で工具の再研磨加工を行うことをお約束いたします。当社は、「再研磨の匠にしかできない技を、貴社の刃物に。」を合言葉に、一本一本の再研磨に魂を込め、お客様を“工具”からサポートいたします。
ドリルやエンドミル、リーマなどの切削工具の再研磨を検討されている方は、まずは再研磨.comへお気軽にご相談ください。
